2.3.3 污泥处理系统
(1)污泥浓缩池(化学污泥池、生化污泥池)。半地下式钢筋混凝土防腐结构,尺寸:3m×3m×2.5m(其中超高0.5m),两座,有效容积36m3。配置污泥泵3台(JYWQ10-7-0.75S,Q=10m3/h,H=7 m,N =0.75kW,2用1备),回流泵1 台(WQG7-7-0.55,Q=7m3/h,H=7m,N=0.55kW)。
(2)污泥调节池。半地下式钢筋混凝土防腐结构,尺寸:5m×2m×2.5m(其中超高0.5m),有效容积20m3。配置空气搅拌装置1套,板框压滤机1台,螺杆泵2台(G25-1,N=1.5kW,Q=2m3/h,H=60m,1用1备)。
2.3.4 附属构筑物
附属构筑物包括加药间、鼓风机房、配电室及控制室。
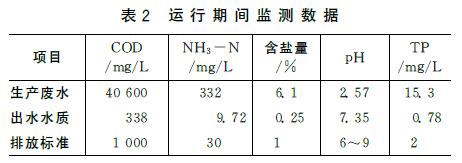
该工程于2016年4月底竣工,调试期约3个月,各工艺单元运行状况良好,出水水质优于园区接管标准,具体水质如表2所示。
本项工程总投资463.36万元,其中土建费用共48.09万元,设备安装工程费用共计398.14万元,间接费用65.22万元。投入运行后,总运行费用为46.3元/m3废水,其中电费为27.6元/m3废水,电费按0.8元/(kWh)计算,药剂费用3.0元/m3废水,设备及设施维护费用4.6元/m3废水,人工费用11.1元/m3。
(1)选用溶气气浮+铁炭微电解+Fenton氧化+混凝沉淀+三效蒸发的预处理工艺,达到了初步降低废水中COD、盐度,同时达到提升废水的可生化性的目的。两级厌氧EGSB反应器可有效地降低氨氮负荷,减少脱氨对外部碳源得需求。A/O工艺实现了可生化的COD及氨氮的全部降解。ClO2接触氧化工艺进一步氧化取出水中难降解的有机物,同时去除水体色度。
(2)选用溶气气浮+铁炭微电解+Fenton氧化+混凝沉淀+三效蒸发的预处理工艺,结合两级厌氧+A/O的主体处理工艺及ClO2接触氧化的深度处理工艺处理高浓度的化工废水是可行的。经处理后的各项指标均低于所在园区的接管标准。该工艺流程具有处理效果较好,抗冲击负荷能力强,运行稳定且维护方便等特点。

声明:本网所有内容,凡注明“来源:水世界―中国城镇水网”或“水世界微信”的文字、图片等,版权均属本网所有,其他媒体、网站等如需转载、转贴,请注明来源为“水世界”。凡注明"来源:XXX"的内容,为本网转载自其它媒体,转载目的是传递更多信息,并不代表本网赞同其观点和对其真实性负责。对不遵守本声明或其他违法、恶意使用本网内容者,本网保留追究其法律责任的权利。

中国城镇供水排水协会(中国水协) 住房和城乡建设部城镇水务发展战略国际研讨会指定网站 国际水协会中国委员会工作网站
全国中长期科技发展十六项专项之一、中国十六大中长期重点专项 - 中国水体污染防治重大专项发布网站
技术支持:沃德高科(北京)科技有限公司 Copyright 2003-2011 版权所有 京ICP备12048982号-4
通信地址:北京市三里河路9号城科会办公楼201(100835) Email:water@chinacitywater.org Fax:010-88585380 Tel:010-88585381版权所有: 水世界-中国城镇水网